Découpe et formage de tube ovale à quatre axes
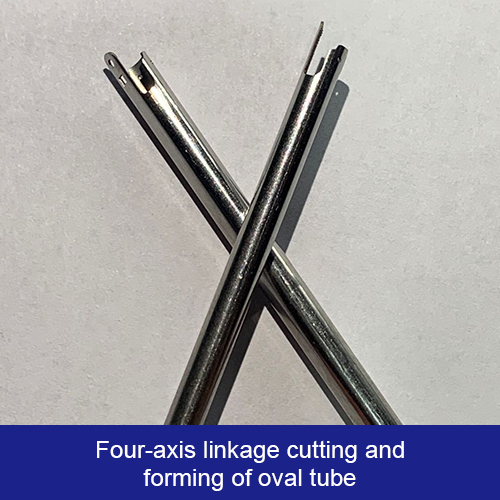
Découpe et formage de tube ovale à quatre axes – façonnage de précision pour composants médicaux et chirurgicaux
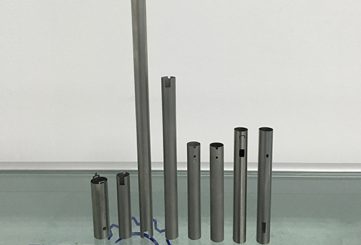
La découpe et le formage de tube ovale à quatre axes est un processus de fabrication de haute précision pour créer des tubes ovales utilisés dans les dispositifs médicaux tels que les endoscopes et les cathéters. Utilisant un microusinage laser à quatre axes avancé sur des matériaux de grade médical comme l’acier inoxydable SUS304, le nitinol ou les alliages de cobalt-chrome, ce processus offre des géométries complexes avec des surfaces lisses sans bavures. Il garantit une durabilité exceptionnelle, une biocompatibilité et une intégration fluide dans les systèmes médicaux pour les procédures minimalement invasives, répondant à des normes de qualité strictes.
Caractéristiques principales :
- Ultra-haute précision : Atteint des largeurs de couture de coupe de 15–30 μm et une précision de ≤±10 μm pour des structures de tubes ovales précises sans bavures.
- Géométries complexes : La liaison à quatre axes permet des conceptions complexes de tubes ovales adaptées à des applications médicales spécifiques.
- Biocompatibilité : Matériaux hypoallergéniques minimisent la réaction tissulaire, idéaux pour le contact direct dans les procédures sensibles.
- Durabilité supérieure : Offre une haute résistance à la traction et une résistance à la corrosion pour des performances fiables dans des environnements physiologiques.
- Intégration efficace : Compatible avec divers systèmes de serrage et méthodes de coupe pour un assemblage rapide.
- Maintien de la stérilité : Finition lisse réduit les risques de contamination et soutient les processus de stérilisation.
Certificats et normes:
La découpe et le formage de tube ovale à quatre axes est conforme aux normes de gestion de la qualité ISO 13485 pour les dispositifs médicaux et respecte les exigences de biocompatibilité selon ISO 10993.
Acier inoxydable 316L :
L’acier inoxydable 316L est un alliage austénitique chrome-nickel de grade médical, réputé pour sa excellente résistance à la corrosion et sa biocompatibilité. Avec une résistance à la traction d’environ 485–550 MPa et un allongement jusqu’à 40 %, il offre durabilité et flexibilité sans fragilité. Sa faible teneur en carbone améliore la soudabilité et la résistance à la corrosion intergranulaire, ce qui le rend idéal pour les implants et instruments médicaux. Usiné au laser pour des surfaces lisses sans bavures, il minimise l’irritation des tissus dans les applications sensibles.
Alliage de nickel-titane :
Le Nitinol (NiTi), un alliage de nickel et de titane, est reconnu pour sa superélasticité et sa mémoire de forme, le rendant révolutionnaire dans le domaine médical. Avec une résistance à la traction pouvant atteindre 1200 MPa et un module d’élasticité de 40 à 75 GPa, il est parfaitement adapté aux conditions exigeantes.
Alliages de titane :
Les alliages de titane sont des matériaux de grade médical prisés pour leur rapport résistance-poids élevé, leur excellente résistance à la corrosion et leur biocompatibilité supérieure. Avec une résistance à la traction allant de 900 à 1200 MPa et une bonne ductilité, ils offrent durabilité et flexibilité pour les applications médicales exigeantes. Leurs propriétés bio-inertes les rendent idéaux pour les implants et instruments nécessitant un contact direct avec les tissus. Les surfaces usinées au laser garantissent des finitions lisses sans bavures, minimisant l’irritation des tissus dans les procédures sensibles.
Alliage de cobalt-chrome :
Cobalt-chrome (CoCr), un alliage de cobalt et de chrome, souvent amélioré par du molybdène, est apprécié pour sa résistance exceptionnelle, sa résistance à la corrosion et sa biocompatibilité Avec une résistance à la traction de 800 à 1500 MPa et une dureté de 300 à 550 HV, le CoCr est une pierre angulaire des technologies médicales Les alliages populaires, tels que L605 (Co-Cr-W-Ni) et MP35N (Co-Cr-Ni-Mo), améliorent ses performances
Alliage d’aluminium :
Les alliages d’aluminium sont des matériaux légers de grade médical prisés pour leur excellente résistance à la corrosion et leur rapport résistance-poids élevé. Avec une résistance à la traction généralement comprise entre 200 et 600 MPa et une bonne ductilité, ils offrent une durabilité pour les applications médicales et industrielles. Leur biocompatibilité soutient leur utilisation dans des dispositifs et composants non implantables. Usinés au laser pour des surfaces lisses sans bavures, ils minimisent les risques de contamination et assurent une compatibilité avec les processus de stérilisation.
- Endoscopie médicale : Facilite la formation précise de tubes pour les systèmes endoscopiques flexibles dans les procédures gastro-intestinales, biliaires ou urologiques.
- Chirurgie minimalement invasive : Soutient des structures de tubes ovales pour une meilleure maniabilité dans les systèmes de cathéters et de fils-guides.
- Assemblage d'endoscopes : Élément essentiel dans la fabrication de composants endoscopiques variables à haute précision.
- Réparation de dispositifs médicaux : Utilisé pour l’entretien ou le remplacement de composants tubulaires dans les systèmes endoscopiques et de cathéters.
- Conceptions médicales spécialisées : Adaptables pour des dispositifs expérimentaux ou sur mesure nécessitant une flexibilité avancée en cardiologie ou neurologie.
- Composition du matériau : Acier inoxydable SUS304, nitinol (NiTi) ou alliages de cobalt-chrome (CoCr).
- Dimensions : Diamètre, longueur et géométrie des tubes ovales personnalisables selon les exigences de l’application.
- Largeur de la couture de coupe : 15–30 μm.
- Précision d’usinage : ≤±10 μm.
- Processus de fabrication : Microusinage laser à quatre axes avec alimentation automatique continue pour une finition lisse sans bavures.
- Compatibilité de serrage : pinces de type D, pinces de la série ER, mandrins à trois mors.
- Méthodes de coupe : Options de coupe à sec ou humide.
- Emballage : Stérilisé et emballé individuellement pour préserver l’intégrité.
- Conditions de stockage : Stocker dans un environnement sec et frais pour prévenir la corrosion.